Celebrating 27 Years 1999-2026
CMC Technologies offers advanced smouldering fire detection, CO monitoring systems and automation system for explosion prevention in various industries.


Robecco Dryer Protection | RDP
- Advanced CO Monitoring System: Tailored for the Australian and New Zealand Dairy Industry, enhancing fire safety and operational efficiency.
- Proactive Fire Detection: Early smouldering fire detection significantly reduces risks associated with fires and explosions, protecting personnel, the environment, and production facilities.
- Mitigate Fire Risks: High drying temperatures and specific material characteristics can lead to dangerous smouldering fires; our system addresses these hazards effectively.
- Guideline Compliance: Our CO analysis technology aligns with VDI guideline 2263 part 7 and 7.1, ensuring adherence to industry standards for fire safety.
- Reliable Gas Analysis Technology: Utilizing proven gas analysis methods for early fire detection, our system offers peace of mind for operators.
- Enhanced Safety Measures: Continuous monitoring of Carbon Monoxide (CO) levels is crucial for preventing fire and explosion incidents in production processes.
- Specialised Applications: Ideal for monitoring smouldering fires in dryers, ensuring a safer working environment in dairy production facilities.

Robecco Silo Automation | RSA

- Reliable Silo Automation: Robecco provides robust silo automation controls that ensure continuous operation and efficiency in production plants.
- Integrated Periphery Equipment: Seamlessly integrates filling stations, weighing units, conveyors, filters, and extraction systems into a cohesive control concept.
- Comprehensive Project Support: Robecco offers full project assistance, including engineering, commissioning, and training services to enhance operational success.
- Complete Control Solutions: The Robecco silo automation system features both hardware and software tailored for complete silo control, compatible with upper PLCs.
- Optimised Process Adaptation: Software and hardware are specifically optimised to match the unique requirements of each process, with adjustments made during the commissioning phase.
- Optional Product Integration: Enhance your system with optional products such as:
- Robecco G.A.S. (Gas Analysis System)
- Robecco Secure Center (Centralised Monitoring)
- Robecco Inert Control (Inert Gas Management)
- Robecco Dust Control (Dust Management Solutions)
- Comprehensive Monitoring and Control: The Robecco silo automation system effectively monitors and controls various processes and equipment, including:
- Analyser systems
- Temperature sensors
- Filling measurement systems
- Pressure sensors
- Exhaust filters
- Explosion vents
- Isolation equipment
- Filling stations
- Extraction systems
- Weighing units
- Quantity measuring units
- Inerting systems
- Earthing systems
- Enhanced Safety and Efficiency: Implementing Robecco silo automation ensures improved safety protocols and operational efficiency across all silo-related processes.
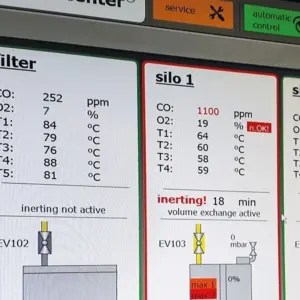
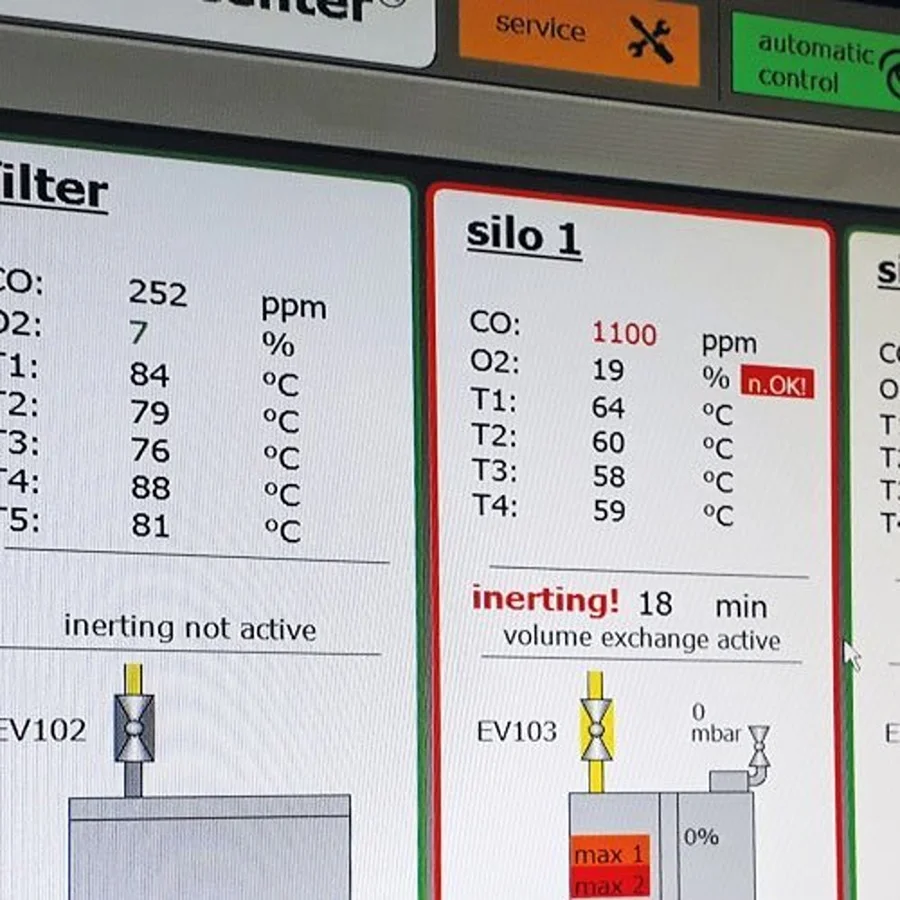
Robecco Inert Control | RIC
- Automated Inerting Control System: Robecco Inert Control (RIC) is a cutting-edge system designed for automated operation of inerting processes using CO2 or N2.
- Enhanced Explosion Protection: Effectively reduces limiting oxygen concentrations (LOC) to prevent explosions by purging inert gases into critical process atmospheres.
- Complete and Flexible Solutions: RIC offers a comprehensive solution tailored to various inerting system requirements, ensuring adaptability for different applications.
- User-Friendly Touchpanel Interface: Features an intuitive touchpanel for operation and visualization of plant conditions, allowing real-time monitoring of weights, filling levels, and valve limits.
- Proactive Failure Monitoring: All failure situations are continuously monitored, providing operators with immediate alerts to ensure swift responses to potential issues.
- Custom Engineering and Design: RIC is meticulously engineered to accommodate diverse processes, ensuring optimal performance across various industrial applications.
- Flexible Power Supply Options: Multiple power supply configurations allow for versatile installation and application in different environments.
- Comprehensive Project Support: Robecco provides full project assistance, including engineering, commissioning, and training services to ensure successful implementation and operation of the system.
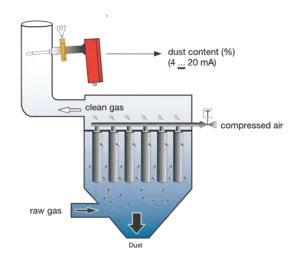
Robecco Dust Control | RDC | Filter System Control
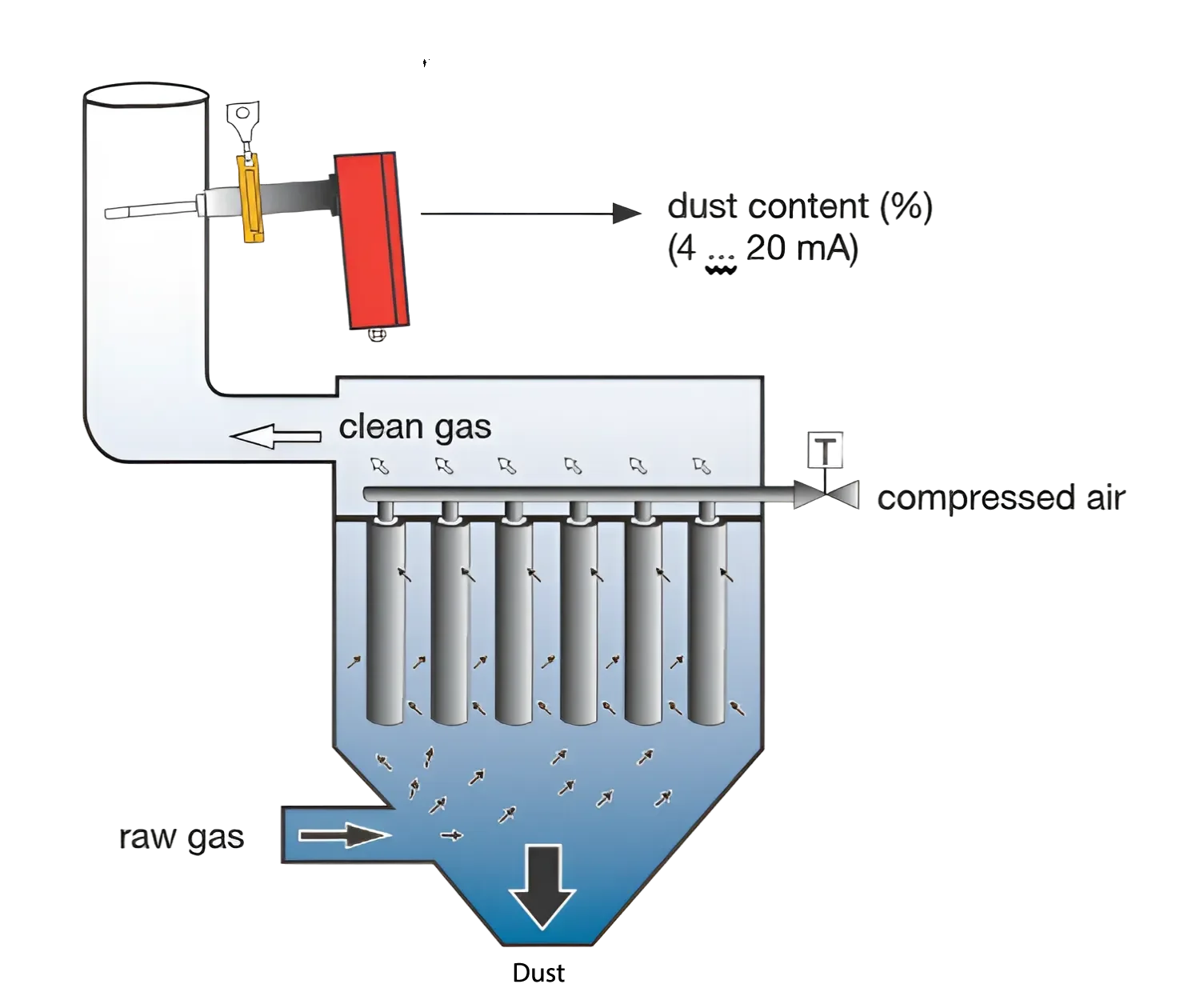
- Essential Dust Emission Monitoring: Operating a modern filter system without continuous dust emission control is no longer feasible, ensuring compliance with regulatory standards and enhancing operational efficiency.
- Benefits for Operators: Continuous emission measurement and filter monitoring provide significant advantages, including minimised visible plumes and streamlined maintenance processes.
- Early Damage Detection: Utilizing a single device for emission measurement and filter monitoring allows for the early identification of filter damage, reducing downtime and maintenance costs.
- Targeted Maintenance Solutions: Quickly locate defective filter elements and implement targeted maintenance measures to maintain optimal filtration performance.
- Reduction of Product Losses: Effective monitoring and maintenance help avoid costly product losses due to filter inefficiencies or failures.
- Filter Controllers RDC 100C and RDC 200 ATEX: These advanced filter controllers are ideal for detecting effective damages in filtering precipitators, ensuring reliable operation in various environments.
- Triboelectric Measuring Principle: Employing the triboelectric measuring principle, which detects changes in particle transfer at conductive surfaces, ensures straightforward installation and user-friendly operation.
- Robust Performance: Designed to enhance the reliability and effectiveness of filtration systems, the RDC 100C and RDC 200 ATEX controllers provide critical insights for maintaining air quality standards.